The Quality Assurance Gap in Small-Batch Custom Tech Orders
When procurement teams in Malaysia evaluate custom tech accessory orders, the instinct is often to start small. The reasoning appears sound: ordering 80 units of branded power banks instead of committing to 200 feels like prudent risk management. If quality issues emerge, the financial exposure is contained. This logic dominates purchasing decisions across corporate gifting, employee recognition programs, and client appreciation initiatives. The assumption is straightforward—fewer units mean lower risk.
In practice, this is often where minimum order quantity decisions start to be misjudged, particularly when quality assurance is considered. The statistical foundations that support large-scale quality control programs begin to break down when batch sizes fall below typical manufacturing thresholds. What appears to be a conservative procurement strategy can inadvertently create a quality assurance gap that becomes visible only after products reach end users.
The challenge is not immediately obvious. A company orders 80 units of custom Bluetooth speakers, receives them, inspects a handful of samples, and everything appears acceptable. The units are distributed to VIP clients during a corporate event. Three months later, reports surface: inconsistent battery performance, intermittent connectivity issues, or physical defects that were not apparent during initial inspection. The procurement team is left questioning how these issues were missed, unaware that the batch size itself contributed to the quality blind spot.
This pattern repeats across industries in Malaysia, from financial services firms ordering USB drives for client gifts to telecommunications companies sourcing power banks for employee recognition. The underlying issue is consistent: small-batch orders operate in a fundamentally different quality control environment than volume production, and the statistical methods that ensure reliability at scale do not translate effectively to orders of 50, 80, or 120 units.
The statistical challenge begins with sample size limitations. Traditional quality control relies on sampling methods designed for large populations. When a factory produces 10,000 units, inspecting 1-2% of the batch—approximately 100-200 units—provides statistically robust confidence in the overall quality of the production run. The sample size is sufficient to detect defects at typical failure rates, and the cost per unit for quality assurance remains negligible.
When the entire batch is only 80 units, the mathematics change dramatically. Inspecting 1-2% yields fewer than two units for evaluation. To achieve comparable statistical confidence, the inspection percentage must increase substantially—often to 20-30% of the batch. Even at this elevated inspection rate, the absolute number of units tested remains small. Testing 16 units from an 80-unit batch provides detection confidence in the range of 80-85%, compared to 95%+ confidence levels achievable with volume production sampling.
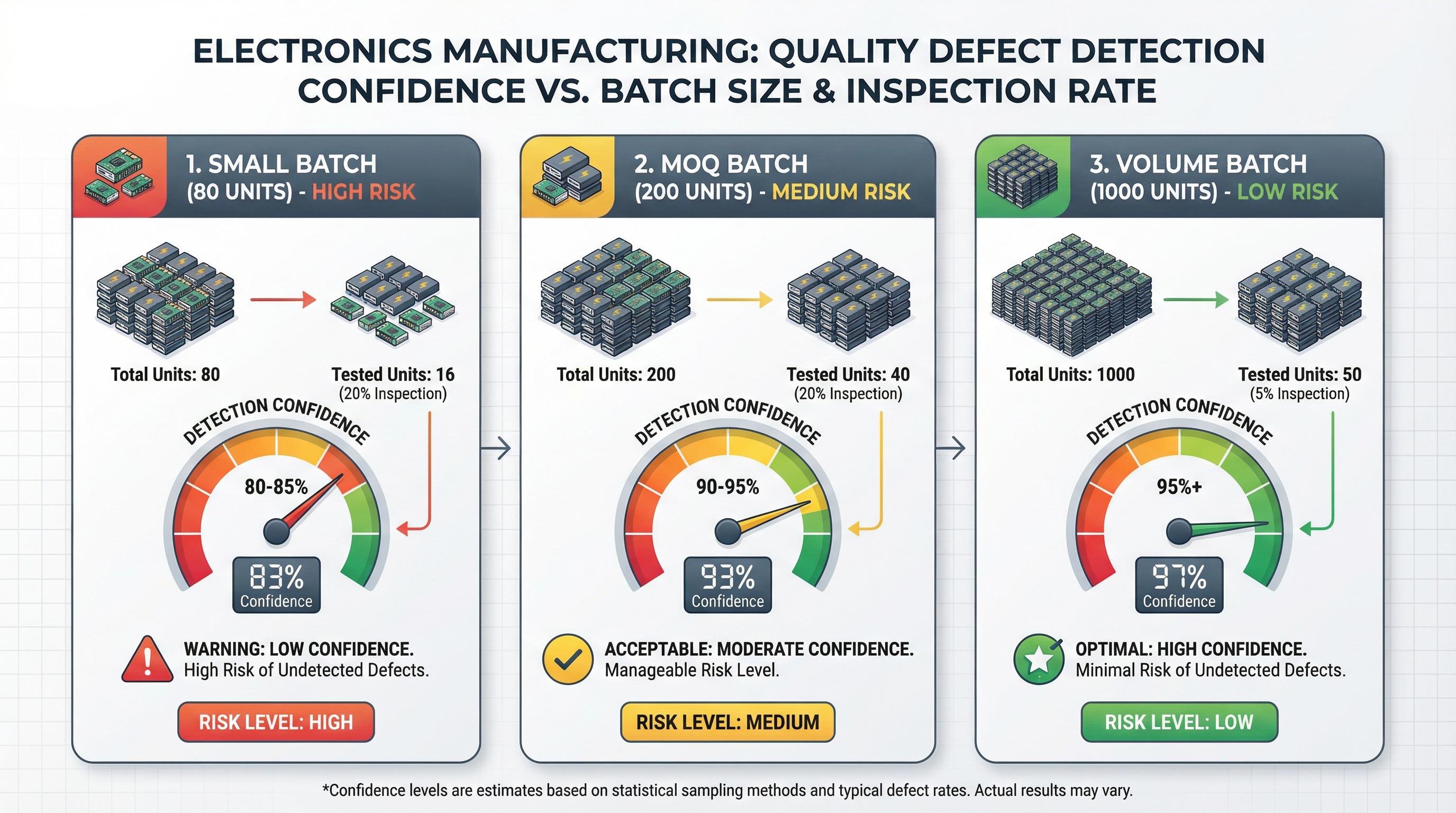 Detection confidence decreases significantly as batch size falls below typical MOQ thresholds, even when inspection percentages increase proportionally
Detection confidence decreases significantly as batch size falls below typical MOQ thresholds, even when inspection percentages increase proportionally
The implications extend beyond statistical theory. In electronics manufacturing, defect rates typically range from 1-3% even in well-controlled production environments. For a batch of 1,000 units with a 2% defect rate, approximately 20 units will have issues. Standard sampling protocols will identify the problem, triggering corrective action or batch rejection. For an 80-unit batch with the same 2% defect rate, only 1-2 units are defective. If those units happen to fall outside the inspection sample—a statistically plausible outcome—the defects pass undetected.
This is not a hypothetical scenario. A mid-sized professional services firm in Kuala Lumpur ordered 90 units of custom power banks for a client appreciation event, deliberately staying below the supplier's 200-unit MOQ to minimize financial exposure. The supplier conducted visual inspection and functional testing on 15 units, representing a 17% inspection rate—substantially higher than would be applied to a volume order. All tested units passed. The batch was approved and shipped.
Six weeks after distribution, the firm began receiving complaints. Approximately 12% of the power banks exhibited charging port failures, a defect caused by inadequate solder joint strength on the USB connector. The issue was not visible during visual inspection and only manifested after repeated plug/unplug cycles. In a 200-unit batch, the same defect rate would have affected 24 units, making it far more likely that at least one defective unit would have been included in the inspection sample and triggered further investigation.
The quality assurance gap widens further when considering how suppliers allocate resources. Factories operate on efficiency principles, and quality control infrastructure is designed around volume production. Automated optical inspection systems, X-ray testing for solder joints, and environmental stress testing are cost-effective at scale but represent significant per-unit expenses for small batches. A supplier facing an 80-unit order must decide whether to apply the same rigorous testing protocols used for 500-unit orders, knowing that the fixed costs of testing will disproportionately impact the unit economics of the small batch.
In many cases, suppliers make pragmatic adjustments. Visual inspection may be maintained, but automated testing is reduced or eliminated. Functional testing may be performed on a smaller sample. Environmental stress testing—subjecting units to temperature cycling, humidity exposure, or vibration—may be skipped entirely. These decisions are not necessarily indicative of poor supplier practices; they reflect the economic reality that comprehensive quality assurance programs designed for volume production do not scale down efficiently.
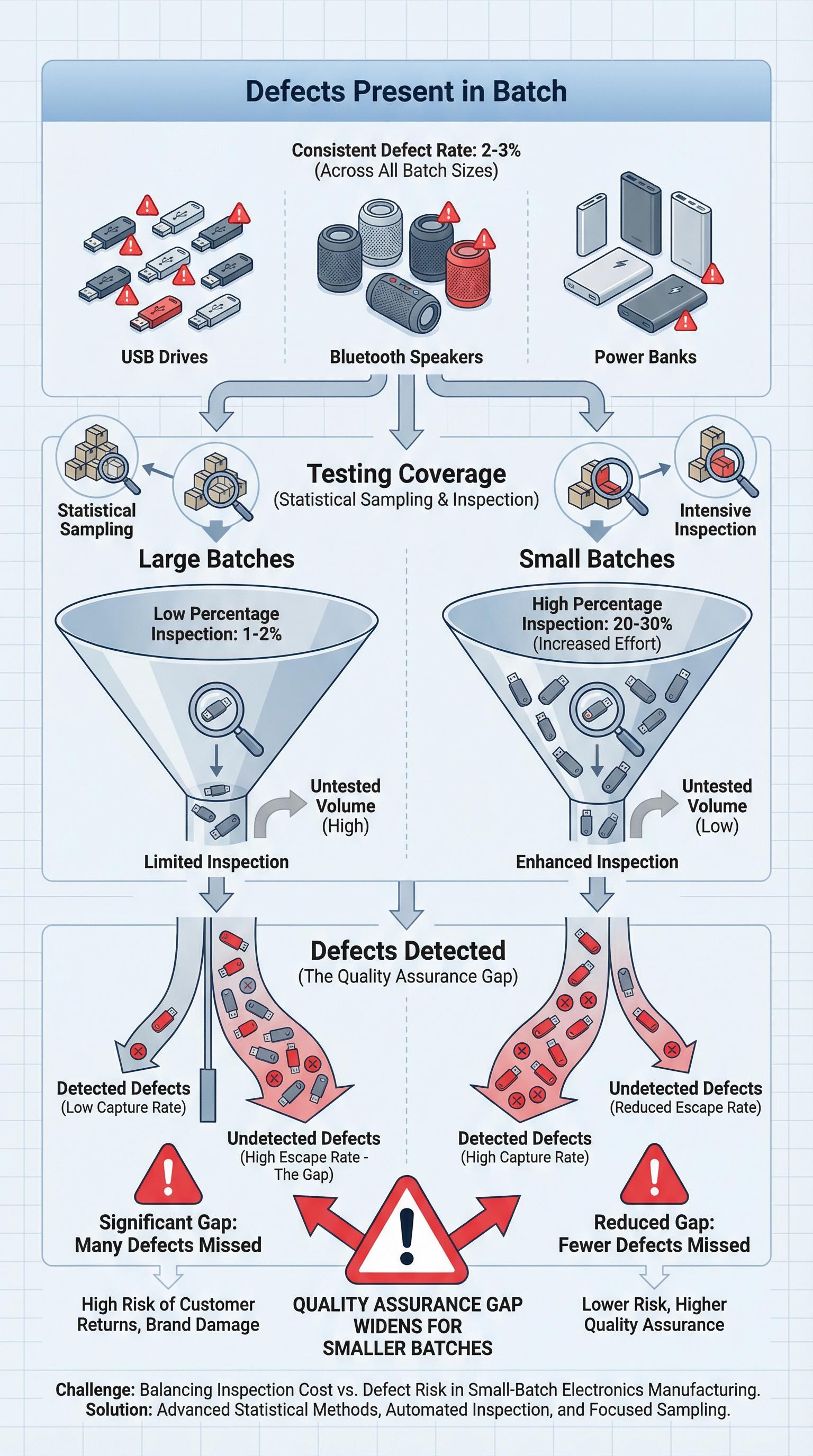 The quality assurance gap widens as batch size decreases, with a higher proportion of defects escaping detection despite increased inspection effort
The quality assurance gap widens as batch size decreases, with a higher proportion of defects escaping detection despite increased inspection effort
The problem is compounded by component sourcing dynamics. Electronics manufacturing relies on supply chains where components are purchased in bulk. A factory ordering 5,000 lithium battery cells for a volume production run receives components from a single manufacturing lot, ensuring consistency in performance characteristics. For an 80-unit order requiring only 80 battery cells, the supplier may source from mixed lots or use remaining inventory from previous orders. This introduces variability that would be statistically averaged out in volume production but can create outlier performance issues in small batches.
Component traceability also suffers in small-batch environments. Volume production typically includes lot tracking, where each component batch is documented and linked to specific production runs. If a quality issue emerges post-delivery, the manufacturer can trace the problem to a specific component lot and identify other affected units. Small-batch orders often bypass formal lot tracking systems, making root cause analysis more difficult and increasing the risk that similar issues will recur in subsequent small orders.
The compliance and certification dimension adds another layer of complexity. Custom tech accessories destined for the Malaysian market must meet regulatory requirements including SIRIM certification for electrical safety, RoHS compliance for hazardous substance restrictions, and potentially CE marking for products that may be used in European markets. Full compliance testing for a product design can cost RM 5,000-15,000, depending on the complexity of the item and the scope of testing required.
For a 200-unit order at RM 50 per unit (RM 10,000 total order value), compliance testing represents a manageable 50-150% of order value, and the cost is often absorbed by the supplier or amortized across multiple orders. For an 80-unit order at the same unit price (RM 4,000 total order value), the same compliance testing would represent 125-375% of order value. Suppliers facing this economic reality may rely on existing certifications from similar products, apply for certification exemptions, or in some cases, proceed without full compliance documentation—transferring regulatory risk to the buyer.
Malaysian enterprises ordering below MOQ thresholds for corporate gifting applications face particular exposure. Unlike consumer products where quality issues are distributed across many individual purchasers, corporate gifts are often distributed to high-value stakeholders: key clients, senior executives, board members, or strategic partners. A defect rate that would be statistically acceptable in consumer markets—say, 2-3%—becomes reputationally damaging when it affects recipients whose perception of the company directly influences business outcomes.
A telecommunications company in Penang experienced this dynamic when ordering 120 units of custom wireless chargers for distribution to enterprise clients during a product launch event. The order was deliberately kept below the supplier's 250-unit MOQ to control costs. Post-event, three clients reported that their chargers overheated during use, a safety issue that could have been detected through thermal stress testing. The company's relationship with those clients was damaged, and the cost of remediation—including product replacement, apology communications, and reputational repair—far exceeded the savings achieved by ordering below MOQ.
The economic calculation that drives below-MOQ ordering—minimizing financial exposure—fails to account for the per-unit cost of quality assurance. When inspection costs are distributed across 80 units instead of 200, the cost per unit increases by a factor of 2.5. When automated testing is eliminated to avoid fixed costs, the detection confidence decreases. The apparent savings from ordering fewer units are offset by higher per-unit quality costs and increased risk of post-delivery failures.
This is not to suggest that all small-batch orders are inherently problematic. Suppliers with dedicated small-batch quality programs, investment in flexible testing infrastructure, and experience managing low-volume production can deliver reliable quality at sub-MOQ quantities. However, these suppliers typically charge premium unit prices that reflect the true cost of maintaining quality standards at small scale. Buyers seeking both below-MOQ quantities and volume-equivalent unit pricing are often selecting suppliers who have made compromises in quality assurance to remain price-competitive.
The procurement decision becomes clearer when framed in terms of total risk rather than unit cost. An 80-unit order at RM 45 per unit (RM 3,600 total) with 85% quality detection confidence carries a different risk profile than a 200-unit order at RM 40 per unit (RM 8,000 total) with 95% detection confidence. The larger order represents higher absolute financial exposure, but the per-unit risk is lower, and the probability of undetected defects reaching end users is substantially reduced.
For Malaysian enterprises navigating this trade-off, the question is not whether to order below MOQ, but whether the apparent cost savings justify the increased quality risk. In applications where product failure has limited consequences—internal employee gifts, low-stakes promotional items, or situations where rapid replacement is feasible—the risk may be acceptable. In applications where quality failures affect client relationships, brand reputation, or regulatory compliance, the risk calculation shifts decisively toward meeting or exceeding MOQ thresholds.
The statistical reality is that quality assurance is a volume-dependent function. The tools, methods, and economic models that ensure reliable quality in electronics manufacturing are optimized for production runs that meet or exceed typical MOQ levels. Ordering below those thresholds does not simply reduce the number of units purchased; it fundamentally changes the quality assurance environment in ways that increase the probability of defects reaching end users. Procurement teams that understand this dynamic are better positioned to make informed decisions about when small-batch orders are appropriate and when the risks outweigh the apparent savings.